設問1
下図の点Pを始点として、工具中心が下図のように右回りで点Pに戻るのに適切なNCプログラムはどれでしょうか。
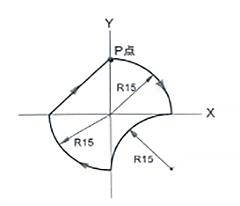
- AG91;G02X15.0Y-15.0J-15.0;
G03X-15.0Y-15.0J-15.0;
G02X-15.0Y15.0J15.0;
G01X15.0Y15.0; - BG91;G02X15.0Y-15.0R15.0;
X-15.0Y-15.0R15.00;
G02X-15.0Y15.0R15.0;
X15.0Y15.0; - CG91;G02X15.0Y0R15.0;
G03X0Y-15.0R15.0;
G02X-15.0Y0R15.0;
G01X0Y15.0;
設問2
ステッピングモータとボールねじを組み合わせて、ステージを移動させる1軸の移動機構を構成しました。ステージの移動量を実測したところ、目標とするステージの移動量に対して偏差がありました。偏差の原因として不適切なものはどれでしょうか。
- Aねじのバックラッシ
- Bボールねじ軸の熱膨張
- Cステッピングモータの脱調
設問3
切削加工において、一般的に切削速度が低速時に支配的となる工具摩耗の種類は、次のうちどれでしょうか。
- A拡散摩耗
- B機械的摩耗
- C凝着摩耗
設問4
マシニングセンタで加工により発生する、”長い切りくず”の排出に適したチップコンベアはどれでしょうか。
- Aスクレーパコンベア
- Bヒンジコンベア
- Cスクリューコンベア
設問5
数値制御工作機械を輸出する際に必要な手続きにおいて、性能や仕様の中で関係のない項目は以下のうちどれでしょうか。
- A輪郭制御軸数
- B位置決め精度
- C最高主軸回転数