設問6
機械使用や廃棄の段階において、環境破壊及び人への健康を害する可能性があることから、欧州発のいくつかの製品に含有する有害物質規制があります。このうち有害物質(約500物質)の含有量を規制するものはどれでしょうか。
AREACH規則
BRoHS指令
CEMC指令
解説
設計学(基礎編)P103欧州を中心に製品に含有する有害物質に対する規制が加えられ、法規制が世界的に展開されています。有害物質(約500物質)の含有量を制限する「REACH」規則、電気電子製品に含まれる特定有害物質の使用を制限する「RoHS指令」があります。Registration, Evaluation, Authorisation and Restriction of Chemicals
Restriction of Hazardous Substances
設問7
最近注目されている3Dプリンタは、加工法でいえば「付加加工」に分類されますが、次の3つのうち、付加加工でないものはどれでしょうか。
Aめっき
B焼き嵌め
C鋳造
解説
設計学(基礎編)P1鋳造は変形加工(成形加工)に分類され、焼き嵌め(接合)とめっき(被覆)は付加加工に分類されます。設問8
水溶性切削液(クーラント)にはいくつかのタイプがありますが、転がり案内の防塵シール等に含まれるNBR系のシール材を著しく劣化させるものはどのタイプでしょうか。
Aソリュブルタイプ
Bシンセティックタイプ
Cエマルションタイプ
解説
設計学(応用編)P130-P131シール材(NBR系、フッ素系)を5種類のクーラントに浸漬させたときのシール材の劣化試験の結果を説明しています。シンセティックタイプのクーラントは、フッ素系に比較してNBR系に対しての著しい劣化が確認されています。設問9
NC工作機械のボールねじ軸支持方法には、固定-固定、固定-支持、固定-自由の3種類があります。図のような固定―支持の場合、支持側ではベアリングの外輪を固定しない理由は何でしょうか。
ボールねじの両端軸受け支持例↓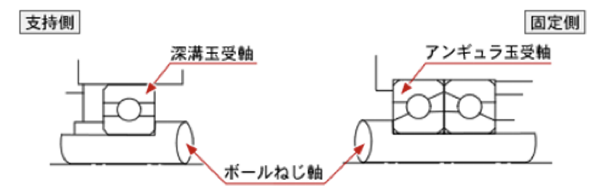
ボールねじの両端軸受け支持例↓
Aねじの熱変位に応じて軸方向に移動(逃がす)できるため
Bねじの組み立てや交換修理を容易にするため
Cねじの共振防止のため
設問10
モジュラ設計概念において、構成要素である構造モジュール群を組合せて工作機械の全体構造を構築するために満足すべき4つの基本原則のうち、”モジュールの信頼性の確保”に対応するものは、次の3つのうちどれでしょうか。
A順応の原則
B統一の原則
C結合の原則
解説
【応用編 P77】モジュラ設計概念に基づいて、構成要素である構造モジュール群を組み合わせて工作機械の全体構造を構築するには、いくつかの基本原則を満足する必要があります。・分割の原則
・統一の原則
・結合の原則
・順応の原則